

Inventering av metallskärningsprocesser, vilken bearbetningsmetod är mer tillämplig?
2025-10-15
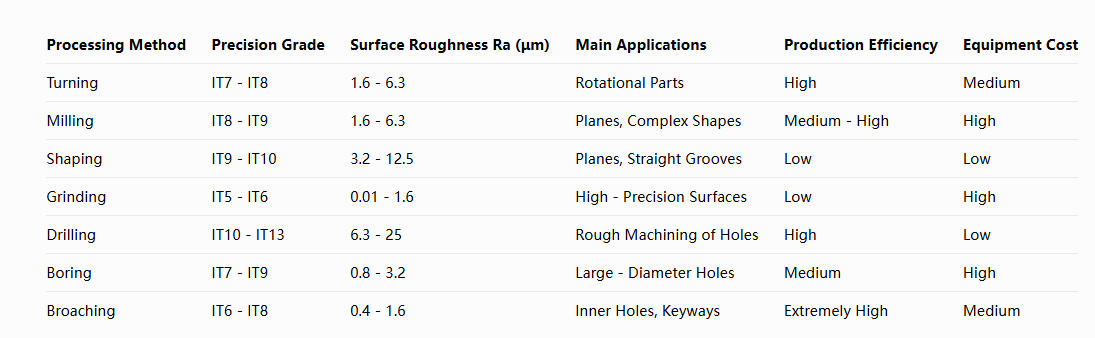
Inom området bearbetning är metallskärning den mest grundläggande och vanligaste för en process, metallskärande bearbetningär uppdelad i många slag, det finns svarvning, borrning, borrning, hyvling, broschning, fräsning och slipning. Idag tar dig att förstå dessa processer, så att i själva bearbetningen kan tillämpas bättre.
1. Vändning
Svarvning hänvisar till rotationen av arbetsstycket som huvudrörelsen, skärverktyget rör sig i en rak linje som matningsrörelsen för skärprocessen.
Tillämpliga scenarier: cylindrisk, konisk, ändyta och andra roterande kroppsdelar bearbetning
Bearbetningsutrustning: CNC-svarv, vanlig svarv
Fördelar:
Lämplig för bearbetning av roterande delar med hög precision
Stabil skärprocess, bättre ytkvalitet
Kan vara inre och yttre runda, gängning, spårning och annan bearbetning
Nackdelar:
Ej lämplig för komplexa former av icke-roterande delar
Begränsad förmåga att bearbeta asymmetriska arbetsstycken
2. Fräsning
Fräsning hänvisar till fräsens rotation som huvudrörelsen, arbetsstycket eller fräsen som matningsrörelsen förskärande bearbetningmetod.
Tillämpliga scener: plan, yta, spår, redskap och andra komplexa former bearbetning
Bearbetningsutrustning: vertikal fräsmaskin, horisontell fräsmaskin, CNC-bearbetningscenter
Fördelar:
Tillämplig på en mängd olika komplexa delar
Kan utföra fleraxlig länkning, såsom femaxlig fräsning
Högre produktionseffektivitet, lämplig för massproduktion
Nackdelar:
Snabbare slitage av skärverktyg, högre kostnader
Högre krav på styvhet för verktygsmaskiner
3. Hyvling
Hyvling hänvisar till skärbearbetningsmetoden där hyvelverktyget och arbetsstycket gör fram- och återgående rörelser i horisontell riktning i förhållande till varandra i en rak linje.
Tillämpliga scener: stort plan, styrskena och annan bearbetning med långa slag
Bearbetningsutrustning: portalhyvel, bullheadhyvel
Fördelar:
Lämplig för bearbetning av stora arbetsstycken
Enkel utrustningsstruktur, enkelt underhåll
Nackdelar:
Låg bearbetningseffektivitet, gradvis ersatt av fräsning
Noggrannhet och ytkvalitet i allmänhet
4.Slipning
Slipning avser metoden att bearbeta arbetsstyckets yta genom att rotera slipverktyget med en hög linjär hastighet.
Tillämpliga scenarier: ytbearbetning med hög precision, efterbehandling av hårt material
Bearbetningsutrustning: ytslipmaskin, cylindrisk slipmaskin, centerlös slipmaskin, etc.
Fördelar:
Hög bearbetningsnoggrannhet upp till mikronnivå
Lämplig för härdat stål, keramik och andra hårda och spröda material
Nackdelar:
Lägre bearbetningseffektivitet
Slitskivans slitage kräver regelbunden omklädning
5. Borrning
Borrning avser skärmetoden där borrverktyget rör sig i förhållande till arbetsstycket och gör axiell matningsrörelse för att bearbeta hål i arbetsstycket.
Tillämpliga scener: hålbearbetning, såsom genomgående hål, blindhål, gängat bottenhål, etc.
Bearbetningsutrustning: borrmaskin, bearbetningscenter, svarv
Fördelar:
Specialiserad för hålbearbetning, hög effektivitet
Kan matchas med olika borrar, såsom spiralborrar, centrumborrar, djuphålsborrar etc.
Nackdelar:
Gäller endast hålbearbetning, enkelfunktion
Lätt att avleda och svårt att ta bort spån vid djuphålsbearbetning.
6. Tråkigt
Borrning hänvisar till skärmetoden som använder borrverktygets rotation som huvudrörelse och arbetsstycket eller borrverktyget som matningsrörelse.
Tillämplig scen: stort hål, delar av lådtyp, såsom motorblock
Utrustning: Borrmaskin, bearbetningscenter
Fördelar:
Hålbearbetning med hög precision, särskilt djupt hål med stor diameter
Kan samtidigt slutföra fräsning, gängning och annan kompositbearbetning
Lämplig för tunga, stora arbetsstycken
Nackdelar:
Stor investering i utrustning, lämplig för professionell bearbetning
Bearbetningseffektivitet för små hål är inte lika bra som att borra
7. Broschering
Broschning avser användningen av broscher i dragkraften under verkan av axiell rörelsebearbetning av arbetsstyckets inre och yttre ytaskärande bearbetningmetoder.
Tillämplig scen: intern kilspår, spline, formade hål och annan batchbearbetning
Bearbetningsutrustning: brytningsmaskin
Fördelar:
Komplexa former kan bearbetas i en gång
Hög bearbetningsnoggrannhet, bra ytkvalitet
Nackdelar:
Hög kostnad för skärverktyg, endast lämplig för massproduktion
Begränsat bearbetningsområde, inte lämplig för tillverkning av små partier i ett stycke
Hur väljer man rätt bearbetningsmetod?
Välj efter formen på delen:
Svarvning är att föredra för roterande delar
Överväg fräsning för plana ytor eller komplexa former
Smalplan kan välja hyvling
Välj enligt precisionskraven:
Höga precisionskrav väljer slipning eller broschning
Svarvning eller fräsning för generell precision
Välj enligt produktionsbatch:
Överväg broaching eller speciella verktygsmaskiner för massproduktion
Enstaka stycken av ett litet parti urval av generella verktygsmaskiner såsom svarvar, fräsmaskiner
Välj efter materialets hårdhet:
Material med hög hårdhet är att föredra för att överväga slipning
För allmänna metallmaterial finns olika metoder tillgängliga
Att välja rätt skärmetod kan dramatiskt förbättra bearbetningseffektiviteten och kvaliteten! Varje bearbetningsmetod har sina egna unika fördelar och tillämpliga scenarier, i faktisk produktion, kräver ofta en kombination av flera processer.
Relaterade nyheter
- Samma fräsande skärare, marknadsfenomenet för malningsskärare prisskillnad
- Koreanska kunder besökte vårt företag för att diskutera ett nytt kapitel i Milling Cutter -samarbete!
- Hur man vetenskapligt bestämmer fräsdjupet för träbearbetande fräsar?
- Vilka är egenskaperna och användningen av grafitfräsning?
- Varför finns det en så stor prisskillnad för samma frässkärare?
- Vad är Plunge Milling? Vad är dess tillämpningar i bearbetning?












